
Wie lösen Hartmetalleinsätze herkömmliche HSS-Einsatzfehler und werden zu Kernwerkzeugen in der verarbeitenden Industrie?
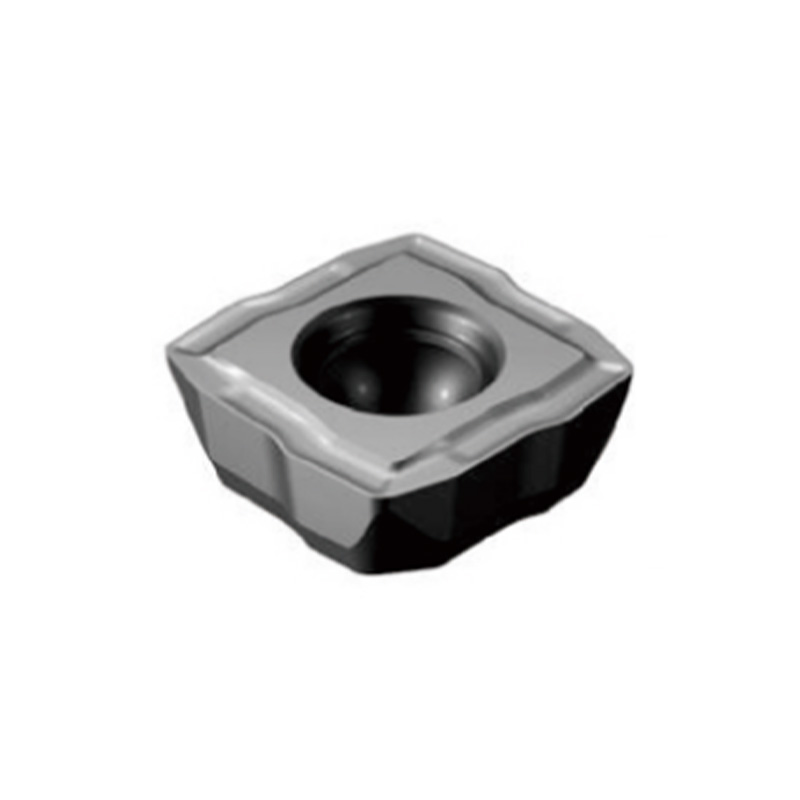
In Bereichen wie der Metallzerspanung, der Tiefbearbeitung von Holz und der Steinbearbeitung sind Unternehmen seit langem mit den Nachteilen herkömmlicher Wendeschneidplatten aus Schnellarbeitsstahl (HSS) konfrontiert: Verschleißanfälligkeit, kurze Lebensdauer und geringe Bearbeitungseffizienz.HartmetalleinsätzeMit ihren Merkmalen „umfassende Leistung und starke Anpassungsfähigkeit“ sind sie zum Kernwerkzeug in der verarbeitenden Industrie geworden. Ihre fünf Hauptvorteile reduzieren die Häufigkeit von Ausfallzeiten für Werkzeugwechsel erheblich und senken die Gesamtproduktionskosten.
1. Hohe Härte und Splitterfestigkeit: Anpassung an hochfeste Verarbeitung
Hartmetalleinsätze verwenden Wolframcarbid als Kernbasismaterial mit einer Härte von HRA 90–93 (weit über HRA 60–65 von HSS), wodurch sie einem hohen Schnittdruck standhalten können:
Beim Schneiden von schwer zu verarbeitenden Materialien wie Edelstahl und hochfesten Legierungen kommt es selten zu Ausbrüchen oder Kantenwalzen. Bei der Bearbeitung von Rohrverbindungsstücken aus Edelstahl 304 können Hartmetalleinsätze beispielsweise Werkstücke mit einer Härte von HB 200–250 stabil schneiden, wodurch das Problem herkömmlicher Einsätze, die „nach dem Schneiden von nur 3–5 Werkstücken absplittern“, gelöst und die Bearbeitungspräzision gewährleistet wird.
2. Hohe Verschleißfestigkeit: Reduziert Werkzeugwechsel und verbessert die betriebliche Effizienz
Hartmetalleinsätzewerden im pulvermetallurgischen Verfahren hergestellt und weisen eine 3- bis 5-mal höhere Verschleißfestigkeit auf als Einsätze aus Schnellarbeitsstahl.
In der Holzverarbeitung kann beim Schneiden von Harthölzern mit einer Dichte von 0,8–1,0 g/cm³ (z. B. Eiche und Walnuss) ein einzelner Hartmetalleinsatz kontinuierlich 500–800 Meter bearbeiten, während ein herkömmlicher Schnellarbeitsstahleinsatz nur 80–120 Meter verarbeiten kann. Dies reduziert die Häufigkeit des Werkzeugwechsels um 70 % und minimiert Ausfallzeiten.
3. Hochtemperaturbeständigkeit und Anti-Erweichung: Anpassung an Hochgeschwindigkeitsverarbeitung
Hartmetalleinsätze weisen eine sehr gute Hochtemperaturbeständigkeit auf. Sie behalten ihre stabile Leistung bei Temperaturen von 800–1000℃.
Bei Hochgeschwindigkeits-Metallfräsarbeiten, wenn die Schnittgeschwindigkeit 150–300 m/min erreicht, werden die Wendeschneidplatten immer noch selten weicher oder verändern ihre Form. Ihre Verarbeitungseffizienz ist zwei- bis dreimal höher als bei Einsätzen aus Schnellarbeitsstahl (HSS). HSS-Einsätze können nur Temperaturen ≤600℃ standhalten. Dadurch eignen sie sich hervorragend für den großtechnischen Verarbeitungsbedarf bei Automobilteilen und Baumaschinen.
4. Breite Anpassungsfähigkeit an mehrere Materialien: Senkung der Werkzeugkosten
Durch maßgeschneiderte Oberflächenbeschichtungen (z. B. TiAlN-, TiCN-Beschichtungen) können sich Hartmetalleinsätze an unterschiedliche Bearbeitungsmaterialien anpassen:
TiAlN-beschichtete Wendeschneidplatten eignen sich für die Bearbeitung von Aluminiumlegierungen und Titanlegierungen und verringern das Risiko von Materialanhaftungen am Werkzeug; TiCN-beschichtete Wendeschneidplatten eignen sich zum Schneiden von Gusseisen und Kohlenstoffstahl und verbessern die Verschleißfestigkeit um 20 %. Unternehmen müssen nicht mehrere Arten von Einsätzen für unterschiedliche Werkstücke kaufen, wodurch die Kosten für den Werkzeugbestand gesenkt werden.
5. Lange Lebensdauer: Kosten senken, Gesamtnutzen optimieren
Die durchschnittliche Lebensdauer von Hartmetalleinsätzen ist 4–6 mal höher als die von HSS-Einsätzen. Dies verschafft ihnen insgesamt große Kostenvorteile.
Zum Beispiel in einer Zerspanungswerkstatt: Bei der Umstellung auf Hartmetalleinsätze sinkt die durchschnittliche Anzahl der Werkzeugwechsel pro Maschine von 15 auf 3 pro Monat. Das spart 40 Stunden Werkzeugwechsel pro Monat. Mittlerweile sinkt die Beilagenausschussrate von 30 % auf 5 %. Dies senkt die monatlichen Kosten für den Werkzeugkauf um 25–30 %.
| Kernvorteile | Wichtige Leistungsdaten | Passende Verarbeitungsszenarien | Behebung der Schwachstellen der Branche |
|---|---|---|---|
| Hohe Härte und Splitterfestigkeit | Härte: HRA 90–93 | Schneiden von Edelstahl und hochfesten Legierungen | Herkömmliche Wendeschneidplatten neigen zum Absplittern und weisen eine geringe Präzision auf |
| Starke Verschleißfestigkeit | 3–5-fache Verschleißfestigkeit von HSS | Schneiden von Harthölzern, MDF | Häufiger Werkzeugwechsel, lange Ausfallzeiten |
| Hochtemperaturbeständigkeit | Stabile Betriebstemperatur: 800–1000℃ | Hochgeschwindigkeitsfräsen und Bohren von Metallen | Werkzeugerweichung bei hohen Temperaturen, geringer Wirkungsgrad |
| Große Materialanpassungsfähigkeit | Kundenspezifische Beschichtungen für verschiedene Materialien | Verarbeitung von Aluminiumlegierungen, Gusseisen, Kohlenstoffstahl | Zu viele Werkzeugtypen, hohe Lagerkosten |
| Lange Lebensdauer | 4–6-fache Lebensdauer von HSS | Bearbeitung großer Teile | Schneller Werkzeugverschleiß, hohe Anschaffungskosten |
Entwicklungstrend von Hartmetalleinsätzen
Im Augenblick,Hartmetalleinsätzeentwickeln sich in Richtung einer „intelligenten und verfeinerten Entwicklung“. Einige Produkte verfügen über Chips zur Verschleißüberwachung. Diese Chips warnen in Echtzeit, wann die Einsätze ausgetauscht werden müssen. Die Nanobeschichtungstechnologie verbessert außerdem die Verschleißfestigkeit um 15 %. Als „Effizienzinstrument“ in der verarbeitenden Industrie werden ihre Hauptvorteile Unternehmen weiterhin dabei helfen, ihre Produktionsprozesse zu verbessern. Sie helfen Unternehmen auch dabei, Kosten zu senken und effizienter zu arbeiten.
Anfrage absenden

X
Wir verwenden Cookies, um Ihnen ein besseres Surferlebnis zu bieten, den Website-Verkehr zu analysieren und Inhalte zu personalisieren. Durch die Nutzung dieser Website stimmen Sie der Verwendung von Cookies zu.
Datenschutzrichtlinie